
امروزه سقف عرشه فولادی یکی از پرکاربردترین و بهترین متریال ها برای سقف انواع ساختمان ها به شمار می آید.
به گزارش اخبار ساختمان، امروزه سقف عرشه فولادی یکی از پرکاربردترین و بهترین متریال ها برای سقف انواع ساختمان ها به شمار می آید. از این رو قصد بررسی مراحل اجرای آن را داریم که در ابتدا شامل انجام عملیات نورد سرد بر روی ورق های عرشه گالوانیزه بر اساس نقشه سازه و پروفیل فولادی دلخواه می باشد. در مرحله بعدی باید بارگیری ورق های آماده شده بر روی اسکلت سازه انجام گیرد. لازم به ذکر است این فلزات وزن بسیار سبکی را به خود اختصاص می دهند و به راحتی توسط کارگران ساختمان به محل نصب قابل انتقال هستند.
با این وجود ممکن است در برخی مواقع که تعداد طبقات ساختمان بیشتر است و نیاز به سرعت بیشتری برای ساخت می باشد، ورق های هر طبقه به شکل بسته بندی شده توسط جرثقیل های ساختمانی منتقل شوند. مرحله بعدی باید با دقت بیشتری انجام شود؛ به طوری که ورق های عرشه مربوط به طبقات بالایی به درستی و توسط کابل های فلزی و زنجیرهای آویز، مهار می گردند تا هیچگونه بار اضافه ای به سازه اصلی وارد نکنند.
دقت داشته باشید پیش از متصل کردن شیت ها به سقف، باید آن ها را در محل مناسب بر روی تکیه گاه های تعبیه شده قرار داد. همچنین اگر طول یک دهانه از 4 متر بیشتر باشد، فرآیند اجرای سقف عرشه فولادی با استفاده از تیر فرعی بدون شمع بندی استفاده کنید. حال برای اتصال دائمی ورق ها به سازه اصلی، در زمان نصب از میخکوب کردن آن ها با میخ و بست استفاده می کنند.
حال برای اتصال قسمت هایی از شیت های عرشه بر روی تیرها در سازه، از برش گیر یا به اصطلاح ساختمانی گل میخ استفاده می کنند. به طوری که گل میخ را به وسیله دستگاه جوش، به تیرهای سازه جوش می دهند و برای جلوگیری از پاشش جوش به عرشه ها، یک حلقه سرامیکی پیش از انجام عملیات جوشکاری دور آن قسمت قرار داده می شود.
در بخش بعدی مهم ترین مرحله اجرا سقف عرشه فولادی یعنی آرماتور بندی انجام می گیرد. در این قسمت آرماتورها به همراه میلگردهای حرارتی متناسب با نقشه های سازه اجرایی بر روی سقف عرشه قرار می گیرند. در نهایت بتن ریزی آخرین مرحله است که بر روی عرشه فولادی با ضخامت مشخص انجام می شود. در واقع بتن ریزی مانند یک قالب سبب صاف شدن سقف عرشه فولادی و بتن نهایی خواهد شد.
فرآیند تولید عرشه فولاد

همان طور که می دانید مهم ترین و بهترین مصالحی که برای تولید ورق های عرشه فولادی می تواند مورد استفاده قرار بگیرد، ورق گالوانیزه است که از طریق انجام فرآیند گالوانیزاسیون بر روی ورق های سرد تحت استاندارد JIS G3302 تولید می شود. این فولاد طی مراحلی به خوبی شستشو داده شده و سپس از یک سری حوضچه مذاب حاوی فلز روی عبور می کند. غلظت پوشش و ضخامت آن نیز بسته به کاربرد نهایی بر روی ورق گالوانیزه بین 70 تا 295 گرم بر متر مربع در نظر گرفته می شود.
همچنین ضخامت پوشش روی نیز چندین بار توسط روش های مختلف کنترل و تنظیم می گردد. به سبب این پوشش ورق گالوانیزه دارای مقاومت در برابر عوامل رطوبتی و اکسیدی و همچنین حرارتی می باشد. علاوه بر این ویژگی ها نیز این محصول از قابلیت انعطاف پذیری بالایی بهره مند است؛ از این رو در فرآیند تولید عرشه فولاد در فرمینگ های مختلف ذوزنقه ای و کرکره سینوسی مورد استفاده قرار می گیرد.
حال این ورق که به صورت رول از کارخانجات مختلف تولیدکننده ورق گالوانیزه خریداری شده است، در دستگاه مخصوص هر کدام از این فرم های ذکر شده قرار می گیرد. طرح ذوزنقه ای برای ورق کرکره قیمت مقرون به صرفه تری دارد، اما فرمینگ کرکره سینوسی از مقاومت بالاتری برخوردار می باشد.
حال با توجه به طرح مد نظر مهندس سازه، ورق گالوانیزه در دستگاه فرمینگ قرار داده می شود و گام آن نیز به همراه کیفیت توسط اپراتور مشخص می گردد. در این فرآیند شیت گالوانیزه از یک سری غلطک های مخصوص عبور می کند تا سبب ایجاد فرمینگ ذوزنقه یا کرکره شوند. محصول نهایی ورق گالوانیزه با برآمدگی هایی منظم می باشد که به عنوان محصول مناسب برای سقف عرشه فولادی مورد استفاده قرار می گیرد. در پایان نیز ورق عرشه فولادی با طول هایی مشخص برشکاری شده و به محل پروژه ارسال می گردد.
تفاوت عرشه فولاد و ورق سیاه فولادی
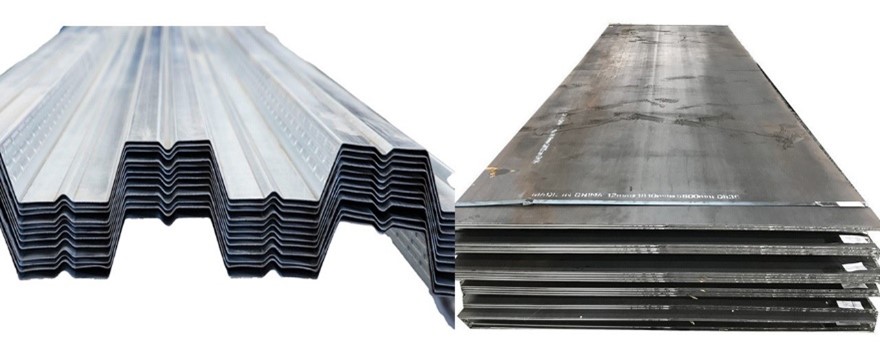
در بین محصولات تخت فولادی، ابتدایی ترین محصول ورق سیاه فولادی است که از طریق انجام عملیات نورد گرم بر روی اسلب یا تختال تولید می شود. در واقع می توان گفت از انجام فرآیندهایی نظیر اسیدشویی، نورد سرد و سپس پوشش دهی و فرمینگ ورق عرشه فولادی به دست می آید؛ از این رو اولین تفاوت این دو محصول در ثانویه بودن عرشه فولاد و استفاده از ورق سیاه به عنوان ماده اولیه، البته به صورت غیر مستقیم، برای تولید این نوع سقف است.
ورق عرشه فولادی گالوانیزه به سبب اعمال پوشش روی بر سطح و زیر آن، دارای خواص مقاومتی به خصوص در برابر زنگ زدگی و خوردگی، اکسیداسیون و رطوبت می باشد؛ در صورتی که ورق سیاه هیچگونه پوششی بر سطح خود نداشته و تنها کمی در برابر خوردگی مقاومت دارد.
دیگر تفاوت ورق عرشه و سیاه در سطح ظاهری آن ها می باشد. سطح شیت های سیاه فولادی بسیار صاف می باشد، اما زبری خاصی داشته و رنگ آن ها نیز تیره و کدر است؛ به همین علت ورق سیاه نامیده شده اند. این در صورتی است که عرشه فولادی دارای سطحی بسیار صیقلی، همراه با برجستگی هایی خاص تحت عنوان ذوزنقه، کرکره و … می باشد.
ورق سیاه دارای سازگاری بیشتری با انواع محیط ها بوده و به راحتی دچار خراش، شکستگی یا مواردی از این قبیل نمی شود؛ در صورتی که عرشه فولادی با وجود داشتن مقاومت در برابر عوامل ذکر شده، در برابر ضربه های شدید، خراش و این گونه موارد مقاومت چندانی نداشته و حمل و نقل و اجرای آن باید با دقت بالایی انجام بگیرد.
دیگر تفاوت این دو محصول نیز در بازه ابعادی می باشد. ضخامت عرشه های فولادی به سبب تولید از طریق ورق گالوانیزه و داشتن قابلیت فرم پذیری و رنگ آمیزی بین 18/0 تا 4 میلی متر است، اما ورق سیاه فولادی به داشتن تنوع در بازه ضخامتی شهرت داشته و از ضخامت 2/1 تا 100 میلی متر تولید می شود.
عوامل مؤثر بر کیفیت ورق سیاه فولادی
کیفیت ورق سیاه فولادی بر اساس عوامل مختلفی مشخص می شود که یکی از مهم ترین آن ها اسلب اولیه مورد استفاده برای تولید این فلز است. ممکن است در مورد گریدها یا آلیاژهای مختلف ورق سیاه شنیده باشید. اسلب مورد نیاز برای تولید هر گرید با دیگری تفاوت داشته و به واحدهای فولادسازی در سراسر کشور سفارش داده می شود.
از این رو اگر از نظر ترکیبات شیمیایی آنالیز صحیحی برای آن ها در نظر گرفته نشده باشد، ورق سیاه نهایی خواص مکانیکی و کیفیت مد نظر را نخواهد داشت. دیگر عواملی که در زمان خرید ورق سیاه باید به آن ها توجه داشته باشید، کارخانه سازنده و گرید محصول است. بسیاری از کارخانجات تنها گریدهای معمولی ورق گرم را تولید می کنند، از این رو کاربرد آن ها نیز بیشتر برای مصارف سبک ساختمانی که نیاز به انجام جوش کاری، فرم دهی و … دارند، می باشد. در صورتی که بسیاری از گریدهای صنعتی و آلیاژی محصولات گرم فولادی از استحکام کششی منحصر به فردی همراه با تحمل وزن های بالا برخوردار هستند و به همین علت از آن ها برای کاربردهای صنعتی تر و سنگین تر استفاده می کنند.
